1 Geomembrane Construction Steps
The construction process of geomembrane is mainly divided into the following steps: preparation before laying, cleaning of foundation surface, laying, welding, quality inspection of weld seam, backfilling, etc. Each step has subdivision and corresponding requirements.
2 Preparatory work before laying geomembrane
- Before the construction process of laying geomembrane, there should be the corresponding acceptance certificate of civil engineering. The base surface must be cleaned according to the design requirements. This is the key to ensure the anti-seepage effect, especially for debris such as sharp stones and tree roots. It is not allowed to have local unevenness on the base surface. Tamp it tightly with a rammer or a rammer to make it dense and flat.
- Formulate the construction plan according to the construction organization design. Choose PE film material according to the design requirements.
- Before cutting the HDPE film, you should accurately measure its relevant size, and then cut it according to the actual situation. Generally, it is not suitable to cut according to the size shown in the picture. It should be numbered one by one and recorded in detail in the special form.
- Ground treatment: remove all sharp-edged hard objects on the ground that may damage the geomembrane, fill up the pits, level the ground, or repair the slope.
3 geomembrane laying method
- Usually in corners and deformed areas, the length of the joint should be shortened as much as possible. Except for special requirements, on slopes with a slope greater than 1:6, within 1.5 meters from the top slope or the stress concentration area, try not to set up welds.
- Large bundles of PE geomembrane should be laid by tractors, hoists and other machinery. If the conditions are not met and small bundles of PE membranes can also be laid manually, the hoist for slope laying is slowly spread from the top of the slope to the bottom of the slope. The bottom of the slope is treated into a fixed ditch.
- The construction process of laying geomembrane should strive for fewer welds, and save raw materials as much as possible under the premise of ensuring quality. At the same time, it is easy to ensure the quality.
- Lay the PE film according to the prescribed order and direction in partitions and blocks.
- During the laying of HDPE geomembrane, artificial wrinkles should be avoided. When the temperature is low, it should be pulled as tight as possible and paved flat.
- When laying the PE geomembrane, it should be properly relaxed and avoid manual bending and damage.
- The overlapping width of the seam between the film and the film is generally not less than 10cm, and the welding seam is usually arranged in a direction parallel to the large slope, that is, arranged along the slope direction.
- When laying PE geomembrane, the nodes formed between the membrane blocks should be T-shaped and not cross-shaped.
- There must be no dirt, sand, water (including dew) and other sundries that affect the welding quality on the welding lap of the PE geomembrane.
- After the laying of the geomembrane construction process is completed, walking and moving tools on the membrane surface should be minimized. Any objects that can cause harm to the HDPE membrane should not be placed on the membrane or carried on the membrane to avoid damage. Accidental damage to the membrane.
- For the laying of PE geomembrane on the slope, the joint arrangement direction should be parallel or perpendicular to the large slope line, and should be laid in the order from bottom to top.
- The membrane and joints should be properly fitted to the slope at the bend of the slope.
- After the PE film is laid, before the protective layer is covered, a 20-40kg sand bag should be placed at the corner of the film every 2-5m.
4 Geomembrane welding
- The welding form should adopt double seam lap welding.
- There should be no oily dirt or dust at the joints, and there should be no debris such as sediment on the overlapping section of the HDPE geomembrane. If there is any debris, it should be cleaned before welding.
- According to the local climate conditions and material properties at that time, adjust the welding equipment to the working state.
- When the length of the geomembrane is not enough, long-term splicing is required. The transverse welds should be welded first, and then the longitudinal seams should be welded. The distance between the transverse welds is more than 50cm and should be T-shaped without crossing.
- First conduct a small sample welding test, try welding a 1m-long geomembrane sample, and use the on-site tearing inspection test. If the weld is not damaged by tearing and the base metal is torn, it is considered qualified.
- Adjacent geomembrane welds should be staggered and overlapped as much as possible. The joints formed between the membrane blocks should be T-shaped, and the cross-shaped should be minimized. The intersection of the longitudinal mold and the weld should be strengthened by extrusion welding.
- After the on-site tearing test is qualified, the formal welding is carried out one by one.
5 Precautions for geomembrane welds

- It is not allowed to press out dead folds when welding the film. When laying HDPE geomembrane, according to the range of local temperature changes and the performance requirements of HDPE geomembrane, reserve the amount of expansion and contraction deformation caused by temperature changes.
- The PE geomembrane at the welding seam should be fused as a whole, and no false welding, missing welding or late welding should be found.
- When the joints are affected by condensation, moisture, sediment, etc., weld them after treatment.
- In case of false welding or missing welding, the welding seam must be cut. Use a welding machine to repair the incision damaged part with a base metal that is more than twice the diameter of the damage.
- When the temperature is lower than 5°C, it should not be constructed according to the requirements of the specification. If the geomembrane construction process is constructed, the welding machine should be preheated before welding.
- The width of the double seam of the weld should be 2mm×10mm.
- The misalignment size between transverse welds should be greater than or equal to 500mm.
- When the temperature of the welding machine indicated by the temperature control of the portable welding machine is lower than 200 ° C, the construction process of the geomembrane should be wiped off with a clean cloth or cotton yarn before welding, and it should be re-polished if necessary. Do not wipe it by hand.
- The T-shaped joint should use the base material to repair the marks, and the size of the repair marks can be 300mm×300mm
6 Geomembrane welding seam quality requirements
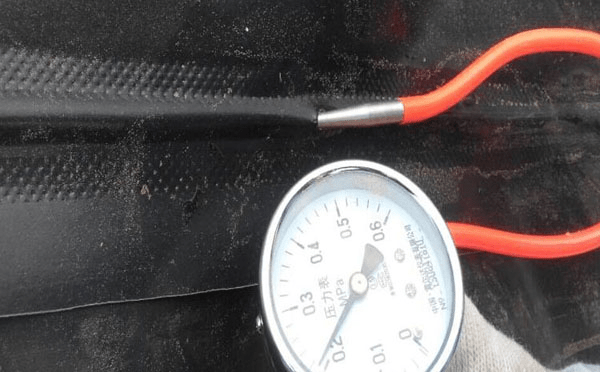
- Inflate the double seam with a length of 30-60mm and the inflation pressure between the double weld seam reaches 0.15-0.2Mpa, keep it for 1-5min, and the pressure does not drop significantly to be qualified.
- During the laying process, any defective or damaged geomembrane and non-destructive test should be repaired, so as not to affect the overall anti-seepage effect.
- For single welds, T-shaped joints and repair points, a 50cm×50cm square should be used for vacuum testing. The vacuum pressure is greater than or equal to 0.005Mpa and kept for 30s. If the soap liquid does not foam, it is qualified.
- All patches should have the same thickness as the original geomembrane, and almost all patches should be smoothed with a sander on the top edge before placing on the geomembrane, and all surfaces should be kept clean and dry when repairing;
- Indoor test. The welding tensile strength should be greater than the base metal strength.
- All hot-melt welds can be subjected to destructive tests. When shearing and stripping are performed on-site with a tensile machine, the base metal is torn and damaged, and the weld is not torn and damaged, which is qualified.
- Quality inspection should be carried out with the construction progress.
7 Geomembrane welding quality inspection
- Before testing, be sure to cool it with water or an insulated cooler. The ambient temperature of the test should be kept within 6°C ~ 31°C. If the temperature of the sample is higher than 21.1°C, the strength will be reduced;
- The detection method should be inflated method and indoor test, spark test or ultrasonic detection method can also be used.
- Each sample needs to be subjected to 2 peel tests with an on-site tensiometer, and then a shear test.
- The detection equipment adopts pressure detector and vacuum detector.
- When performing shearing and peeling inspection on the bonded weld, only the geomembrane can be torn, and the weld cannot be damaged. The peel and shear values obtained from the test need to meet the specified values, otherwise the test is unqualified. Both heat fusion welding and extrusion welding samples need to pass the trial welding test, and if one of the five samples fails, it needs to be re-tested.
8 Backfilling of geomembrane
- In order to strengthen the protection of the exposed anti-seepage membrane and make the service life longer, we generally use the following methods:
- The backfill should be divided into coarse sand, gravel, and concrete stone layers, and the thickness of each layer of fill should be determined according to the depth of the fill and the performance of the selected compaction machinery. The thickness of the first layer of coarse sand fill shall not be less than 20cm, the thickness of the second layer of gravel shall not be less than 30cm, and the thickness of the third layer of concrete stone or block stone shall not be less than 30cm.
- Spread a layer of geotextile on the paved membrane for protection, and then spread a layer of sand or soil on the geotextile for secondary protection;
- Backfilling generally adopts rear-loading earth-moving vehicles, and the compaction density, etc. should be determined by the design before the vehicles can carry out backfilling operations. For backfilling, first unload the soil from both sides of the geosynthetics, and the construction and backfilling planes should always be in a "concave" shape (the notch faces the direction of entry).
- Spread a layer of fine soil on the paved membrane or make a layer of concrete with barbed wire, and then beautify it. Geomembrane can be constructed in wet environment, but should avoid soaking in water;
- When backfilling, the backfilling speed should be controlled according to the design requirements and the settlement of the foundation.
- If there is water vapor on the ground, drainage measures should be taken before laying, so as to prevent the geomembrane from sticking to water and cannot be welded;
- For the first layer of soil filling on the geosynthetics, the filling machine can only run along the direction perpendicular to the laying direction of the geosynthetics, and light machinery (pressure less than 55kPa) should be used to spread or roll the soil. Medium or heavy machinery can be used to enter the site only after the filling height is greater than 600 mm.